")

 Wady stali
Wady stali
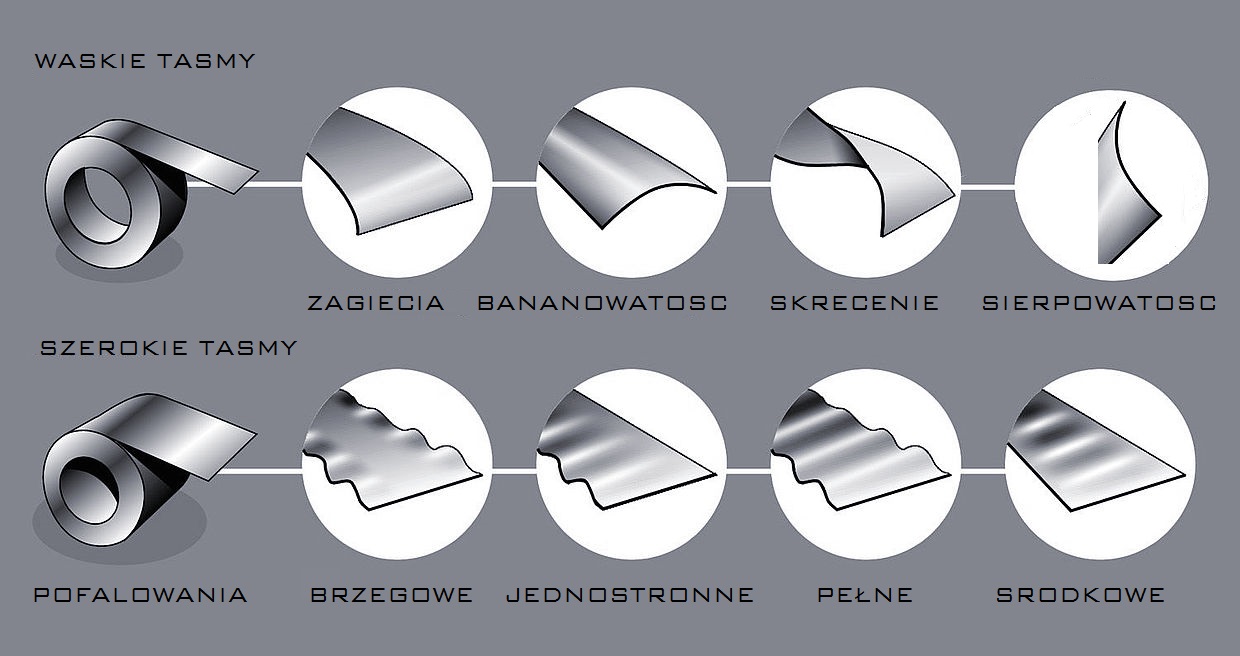
- Zagięcie taśmy:
Zagięcie to jedna z najczęstszych wad. Wada jest spowodowana odkształceniem plastycznym podczas procesu nawijania. Zagięcie w kręgu można wystarczająco wyprostować za pomocą 7 do 13 rolek prostujących. Dobrze nadają się do tego prostowarki rolkowe z podstawową regulacją, tzn. z dolnym i górnym walcem równającym ustawionymi równolegle do siebie.
- Krzywizna poprzeczna:
Wyrównanie łuku poprzecznego jest trudniejsze. Przyczyną tej nierówności jest nierównomierne chłodzenie materiału na całej szerokości kręgu (naprężenia resztkowe). Prostownice z równoległym ustawieniem rolek prostujących redukują krzywiznę poprzeczną wraz ze wzrostem liczby rolek prostujących. Najlepsze wyniki uzyskuje się przy 17 i więcej wąskich rolkach prostujących.
- Skręcenie:
Wada ta występuje, gdy podczas procesu nawijania występują silne zmiany naprężenia taśmy lub zbyt małe naprężenie. Podobnie jak w przypadku wyrównania krzywizny poprzecznej, również tutaj najlepsze wyniki osiąga się z 17 i więcej wałkami prostującymi o wąskim skoku.
- Sierpowatość (szabla):
Mocna sierpowatość pojawia się zwykle tylko przy wąskich wstążkach powstałych przez rozcięcie. Istnieją dwa sposoby naprawienia błędu.
Stosowane są tak zwane pionowe urządzenia prostujące. We współpracy z prostownicą tworzą one niezbędne wygięcie materiału nad wysoką krawędzią. Jednak stosowanie tej zasady jest poważnie ograniczone przez wymagane silne naciski krawędziowe z ryzykiem odkształcenia krawędzi. Wykonuje się przez poprzeczne nachylenie górnej rolki walcującej. Regulacja jest wykonana tak, aby krótki bok pasa był naciągnięty.
- Pęknięcie materiału:
Ten błąd płaskości zwykle występuje, gdy paski blachy walcowanej na gorąco są rozwijane. Poważne złamania można znacznie ograniczyć dzięki zastosowaniu wysokowydajnych prostowników, ale niekoniecznie można je całkowicie wyeliminować.
- Pofalowanie brzegowe i środkowe:
Wady te występują zwykle przy szerokich i jednocześnie cienkich blachach. Są one spowodowane wewnętrznymi naprężeniami, które występują podczas procesu walcowania. Takich wad nie da się wyprostować za pomocą równoległych rolek prostujących.
W przypadku fal na krawędziach środek arkusza należy rozciągnąć na taką samą długość jak krawędzie arkusza.
W przypadku fałd środkowych krawędzie arkusza należy rozciągnąć na taką samą długość, jak środek arkusza.